
专业从事中高档数控机床、机器人、工厂自动化设备
产品的核心比如:精机磨床的设备、精机数控车、车铣黏结生产制作机构、生产制作机构、多夹头生产制作机构,甚至当下转用会深圳自动化的设备。

全国咨询热线:
020-34906222

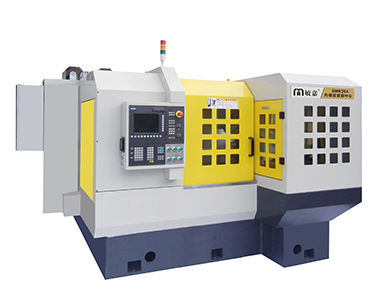
SMK204内螺纹磨床
★ 特别的比较适合大螺母的铣削。可用于复杂性图行的砂轮的修整,转变不相同规格型号的钢球。
★ 双砂轮组合削磨技術,次装夹就可保持滚珠螺母的外圆、一端、内管螺纹组合加工工艺;
★ 全闭环有效控制有效过程控制系统,在线上手动自己量测,可手动自己量测滚珠螺母单向器孔的位置;
★ 可电火花加工大外圆的外径:Φ150mm;内管螺纹的外径:Φ20-Φ100mm,尺寸:200mm;
★ 螺母燕尾导轨砂轮较正有四种方法:种使用压合金刚滚珠,五种尺寸外形尺寸钢球,配种金刚滚珠。种是使用碟形金刚滚珠(SMK203无该功能模块),使用X与W轴车方机插补较正,种碟轮可以满足拥有尺寸外形尺寸的钢球,特别更适合大螺母的轴类。可选用符合各种图案的砂轮。
命名 | 的单位 | SMK204 | SMK203 |
可削磨镗孔外圆直径为 | mm | Φ150 | Φ150 |
可削磨工件的长 | mm | 200 | 200 |
可切削钢件内外螺纹外径 | mm | Φ20-100 | Φ20-100 |
可切削内管螺纹螺旋叶片角 | deg | 25 | 25 |
X/Z/W向本职操控台路程 | mm | 600/300/60 | 600/300/无W轴 |
内螺牙砂轮轴钻速 | rpm | 500-24000 | 500-24000 |
外圆、铣面砂轮设备主轴速比 | rpm | 50-3000 | 50-3000 |
内螺纹标准砂轮内径 | mm | Φ20-100 | Φ20-100 |
外圆、激光切割端面砂轮半径 | mm | Φ400 | Φ400 |
数控机床长宽比(长/宽/高)(约) | mm | 3100×2000×2400 | 3100×2000×2400 |


 栖霞数控磨床
栖霞数控磨床




