专业从事中高档数控机床、机器人、工厂自动化设备
类产品重要有:精机钻床、精机铣床、车铣符合制作生产制造机构、制作生产制造机构、多机床主轴制作生产制造机构,甚至多种專用自行化设配。

全国咨询热线:
020-34906222

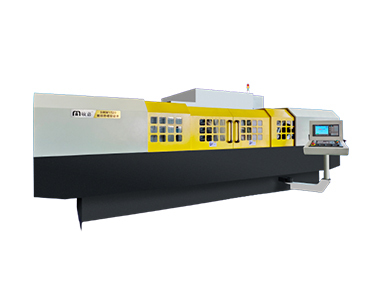
螺纹磨床特点采用的电子齿轮箱扩大了导程范围并易于编程。头架主轴上配有18000线角度编码器,工作台上装有光栅尺,实现闭环控制。砂轮主轴结构采用进口高精度滚动轴承支承形式。主轴调速采用进变频器,以实现无级调速。机床的母丝杠和横进给丝杠均采用高精度滚珠丝杠,丝杠的支承轴承及头架主轴轴承均采用进口轴承,通过数控系统工件可实现轴向和径向自动分度。采用全封闭罩壳,静电空气净化器,工作QG刮刮乐良好;螺纹磨床主要用于机器制造业的生产车间和工具车间,以刀具厂和量具厂中生产螺纹加工工具和螺纹量具的车间中用得比较多。

螺纹磨床种类万能螺纹磨床机床布局与外圆磨床类似。工作台在床身上移动,作纵向进给运动(见机床)。砂轮架作横向进给(见图)为磨削不同导程角的工件,砂轮轴能在垂直面内转一定角度。为消除双向磨削时的换向间隙,在传动链中设有间隙消除机构。机床有铲磨机构和螺距累积误差校正机构。机床可用单线砂轮和多线砂轮磨削各种精密螺纹(如外螺纹、内螺纹、锥螺纹和多头螺纹等)。机床用途广泛,可用于加工螺纹量规、螺纹滚压轮、滚珠丝杠、滚珠螺母、蜗杆、丝锥、滚刀、螺纹铣刀和其他螺纹件,使用适当的附件还可磨削环形沟槽、齿条和搓丝板等。这种机床结构复杂,附件多,主要用于工具车间。



 阜康常见问答
阜康常见问答 阜康QG刮刮乐新闻
阜康QG刮刮乐新闻 阜康QG刮刮乐影像
阜康QG刮刮乐影像